- 常熟市宝达峰金属制管有限公司
- 13862023759

产品描述
保养焊管设备需要按照相应的保养规范进行定期维护,即使工作状态良好,也需要对焊管机组进行多方面保养护理,从根本上防止机械故障,确保生产顺利进行。在保养焊管设备过程中,发现磨损严重的零部件要即使对其进行更换。定期由专业的维护人员来对机械进行保养和维护,例如添加润滑油等。后期要在滑动一侧时长图上品质优良的防锈油,防止设备氧化生锈,特别是在长期闲置的情况下。做好细节的保养工作,济南方型焊管哪家好,对于焊管设备的正常运转非常有好处,同时也能保证生产的顺利进行,济南方型焊管哪家好。在日常检修工作中,特别重要的一点就是细心,不管是对于焊管设备的整体运转,还是对于各部分零件之间的更换,济南方型焊管哪家好,定期检查零件的磨损情况,尤其是工作量大的时候更要注意这些零件,以防磨损严重影响生产进程。如果焊管机组厂家想要尽量减少零件的磨损,同时又不影响生产,可以定时在机器中加入润滑油,这也是减少磨损的方法之一。高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序。济南方型焊管哪家好
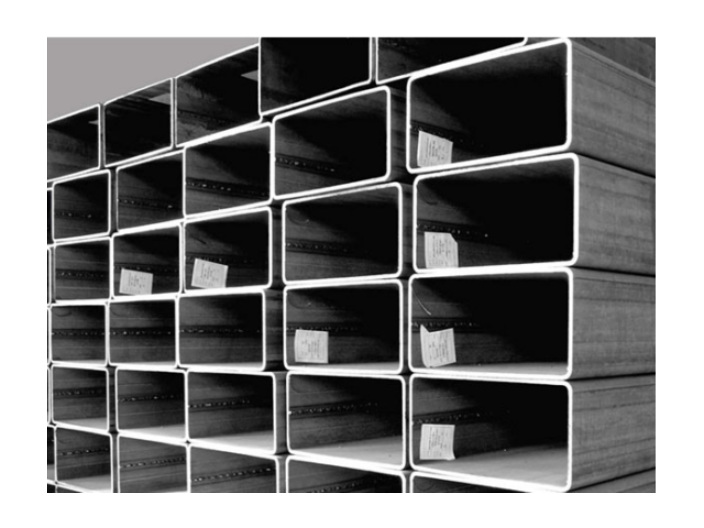
矩形管用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库货架等的建筑钢材——矩形管在建筑行业起着十分重要的作用,是广大建筑商以及建材商始终关注的话题。那么究竟怎样才能提高矩形管的焊接呢?1、矩形管壁厚的允许偏差,当壁厚不大于10mm时不得**过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、矩形管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。矩形管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不**过总交货量的5%,对于理论重量大于20kg/m的矩形管应不**过总交货量的10%。3、矩形管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的,预留间隙拼接。而焊接接头的设计在焊接工程中是较薄弱的环节。坡口形式对控制焊缝内部质量和焊接结构制造质量有着很重要的作用。工艺要求是将一层焊缝必须焊透,保证背面成形良好,焊接电流,电弧电压,送丝速度和焊接速度等可根据设备型号调节,为减少矩形管焊接变形,对焊接生产的原则采取由中间向两边分层分段对称跳焊。福建高频焊管十二年专注高频焊管生产定制,常熟市宝达峰金属制管!
1,下山成型法焊管设备下山成型可明显的减少边缘延伸.2,加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以减少边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上弯曲,若小于边缘延伸,则向下弯曲,调整操作时应以平直为好.中部延伸增加了成型机的变形工,使电力消耗增加,轧辊磨损严重,设备容易损坏,当管坯与轧辊表面有相对滑动时,容易产生辊印和划伤.3,增加变形区长度在可能的情况下,增加参加变形机架数目,即增加变形区长度,相对减少了两相邻机架间的变形量,由于边缘延伸和该架成型高度民主的平方成正比,可明显减少边缘延伸量.4,增大辊径增大辊径,就是增大了该架的变形区长度,边缘延伸和孔型变形区长度成反比,在可能的条件下,尽量增大轧辊直径,可使边缘延伸减小.5,缩小机架间距离管坯边缘在机架之间受到压缩变型力.当架距较大时,在各架积累的边缘延伸必须由后续几架机座压缩和吸收,容易引起鼓包.缩短架距,实质上也就是增加机架数目,可以随时由各架将边缘延伸压缩和吸收,,改善了成型条件.但架距不能太小。
根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不**过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行宽泛的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记。质量焊管供应商,常熟市宝达峰金属制管!
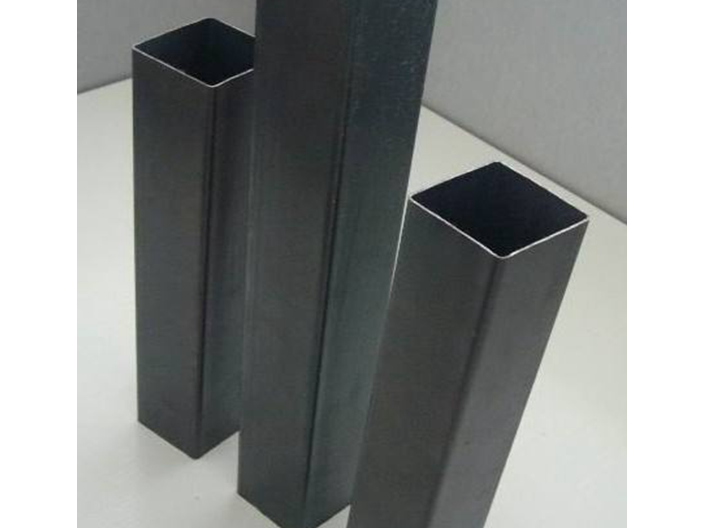
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着质量好带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:GB/T3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其表示材质Q235A级钢。方矩焊管主要用于幕墙,建筑,机械制造,钢铁建设项目,造船,太阳能发电支架。福建高频焊管
交货时焊管通常的长度是多少mm为标准?济南方型焊管哪家好
高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―消除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。高频焊是用流经工件连续接触面的高频电流所产生的电阻热加热并在施加**锻力的情况下,使工件金属间实现相互接连的一类焊接方法。它类似与普通电阻焊,但存在着许多重要的差别。高频焊用于碳钢焊管生产已经有40多年的历史。高频焊接具有较大的电源功率,对不同材质、口径和壁厚的钢管都能达到较高的焊接速度(比氩弧焊的比较高焊接速度高出l0倍以上)。因此,高频焊接生产一般用途的钢管具有较高的生产率因为高频焊接速度高,给焊管内毛刺的去除带来困难,这也是目前高频焊钢管尚不能为化工、核工业所接受的原因之一。从焊接材质看,高频焊可以焊接各种类型的钢管。同时,新钢种的开发和成型焊接方法的进步。济南方型焊管哪家好
常熟市宝达峰金属制管有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展宝达峰的品牌。公司坚持以客户为中心、金属管的制造、加工、销售;钢板的开平、销售;一般货物道路运输。本公司主要专业生产各种规格的高频焊管,用于货架、仓储物流设备、手推车、电动车车架、钢木家具、健身器材、太阳能支架等方面,管型标准、表面光滑、切口平整无毛刺。。市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造高品质的货架用管高频焊管,钢木家具用管手推车管,车架管方矩管,仓储物流设备管P型管。
友情链接