- 常熟市宝达峰金属制管有限公司
- 13862023759


产品描述
高频焊管与无缝管相比较,焊管生产的特点是连续性高,且效率高、成本低等,同时其原料带材生产发展迅速,焊管在整个管材中所占的比重越来越大。美国、日本等主要发达国家的焊管产量占钢管总产量的75%,但是我国目前只占55%。高频焊管生产在生产效率经济利益上具有无污染,上海健身器材焊管材质、噪音小的特点,不产生废水、废气。生产中用的是循环水冷却,上海健身器材焊管材质,既节能又环保,而且省人工,单班只需5-8人就可以了。焊速不慢,φ76机组焊速能够达20-70米/分。在用途上,伴着电焊管焊缝质量和无损探伤可靠性的提高,上海健身器材焊管材质,焊管的用途越来越普遍,在更多的部门和用途上代替无缝钢管,焊管的增长速度大于无缝管,发展的总趋势这就是。高频焊接工艺在多方面都有优点,对管坯材质和钢管规格尺寸的适应性较广。高频焊不但焊速提高,同时可以获得热影响区小及烧透性良好的焊缝。在质量上,高频焊管的焊缝质量好、内外毛刺较小、焊速高、耗电较小等优点,能够普遍的应用和推广。高频直缝焊管生产线用于生产电焊钢管及相应的方、矩形管、冷弯型钢。上海健身器材焊管材质
高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型-焊接-去除毛刺-定径-探伤-飞切-初检-钢管矫直-管段加工-水压试验-探伤检测-打印和涂层-成品。高频焊管是用流经工件连续接触面的高频电流所产生的电阻热加热并在施加**锻力的情况下,使工件金属间实现相互接连的一类焊接方法。它类似与普通电阻焊,但存在着许多重要的差别。高频焊用于碳钢焊管生产已经有40多年的历史。高频焊接具有较大的电源功率,对不同材质、口径和壁厚的钢管都能达到较高的焊接速度(比氩弧焊的高焊接速度高出l0倍以上)。因此,高频焊接生产一般用途的钢管具有较高的生产率因为高频焊接速度高,给焊管内毛刺的去除带来困难,这也是目前高频焊钢管尚不能为化工、核工业所接受的原因之一。从焊接材质看,高频焊可以焊接各种类型的钢管。同时,新钢种的开发和成型焊接方法的进步钢管生产过程中重要环节。上海健身器材焊管材质高频焊管其特点是:焊接速度大,焊接热影响区小。
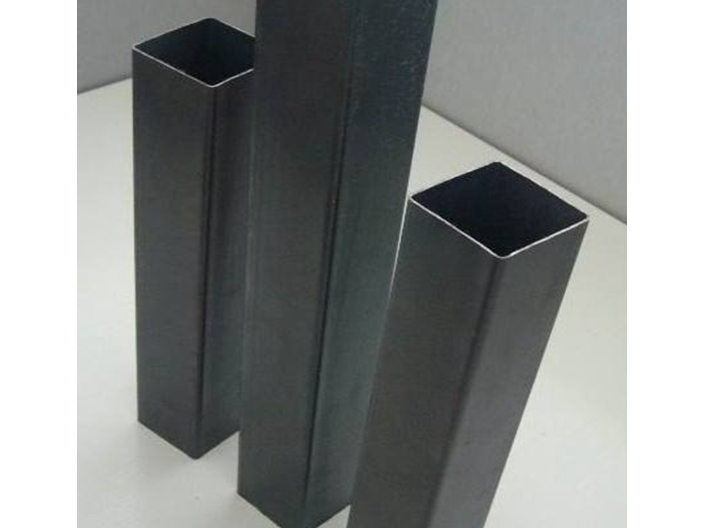
无缝矩形管和焊接矩形管(有缝管)热轧无缝矩形管、冷拔无缝矩形管、挤压无缝矩形管、焊接矩形管。其中焊接方管又分为:(a)按工艺分——电弧焊矩形管、电阻焊矩形管(高频、低频)、气焊矩形管、炉焊矩形管(b)按焊缝分——直缝焊矩形管、螺旋焊矩形管。矩形管产品说明矩形管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235/Q345B热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至**过电阻焊冷成型方管的水平。
矩形管用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库货架等的建筑钢材——矩形管在建筑行业起着十分重要的作用,是广大建筑商以及建材商始终关注的话题。那么究竟怎样才能提高矩形管的焊接呢?1、矩形管壁厚的允许偏差,当壁厚不大于10mm时不得**过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、矩形管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。矩形管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不**过总交货量的5%,对于理论重量大于20kg/m的矩形管应不**过总交货量的10%。3、矩形管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的,预留间隙拼接。而焊接接头的设计在焊接工程中是较薄弱的环节。坡口形式对控制焊缝内部质量和焊接结构制造质量有着很重要的作用。工艺要求是将一层焊缝必须焊透,保证背面成形良好,焊接电流,电弧电压,送丝速度和焊接速度等可根据设备型号调节,为减少矩形管焊接变形,对焊接生产的原则采取由中间向两边分层分段对称跳焊。宝达峰制管带您了解焊接钢管焊缝有哪些缺点,如何解决?
根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不**过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行宽泛的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记。十二年专注高频焊管生产定制,常熟市宝达峰金属制管!湖州Q195焊管生产厂家
宝达峰带您了解Q235B方管热轧和冷轧的区别。上海健身器材焊管材质
1、根据用途来分,焊接焊管有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。2、根据管壁厚薄来分,钢带等比较薄的材料制成的管子可以使用高频焊接,有些薄壁管可以用保护气体方法焊接;壁厚**过2mm的管材可以用手弧焊。3、根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。4、只要管子材料是强度高度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,都要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向,工艺上一般要求是,焊条要选择好,并且按要求焙烘发给焊工使用,焊缝两边焊前要去油、去水、去锈、去杂物,清洁干净,焊接线能量尽可能小些,尽量减少焊接过程中摆动,后期一道焊缝的排列尽可能对热影响区有退火作用。焊后缓冷,用石棉布等盖上等等措施。5、为了保证管子的焊接质量,对焊工要培训和考试,合格上岗。焊工要焊好钢管,除了基本理论,要琢磨操作技巧。上海健身器材焊管材质
常熟市宝达峰金属制管有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的**下,全体上下,团结一致,共同进退,齐心协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来常熟市宝达峰金属制管供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!